
優(yōu)質(zhì)鋼管原料
更環(huán)保更安全
施工保障
流程嚴(yán)謹(jǐn)、匠心工藝
使用年限
高出平均壽命30%
全國(guó)咨詢熱線
更環(huán)保更安全
流程嚴(yán)謹(jǐn)、匠心工藝
高出平均壽命30%

聊城市萬(wàn)虹鋼管有限公司
聯(lián)系人:竇經(jīng)理
手機(jī):133-7146-8666
手機(jī):134-5508-6393
電話:0635-8889252 8882591
地址:山東省聊城市經(jīng)濟(jì)開(kāi)發(fā)區(qū)大東鋼管市場(chǎng)內(nèi)四區(qū)39號(hào)
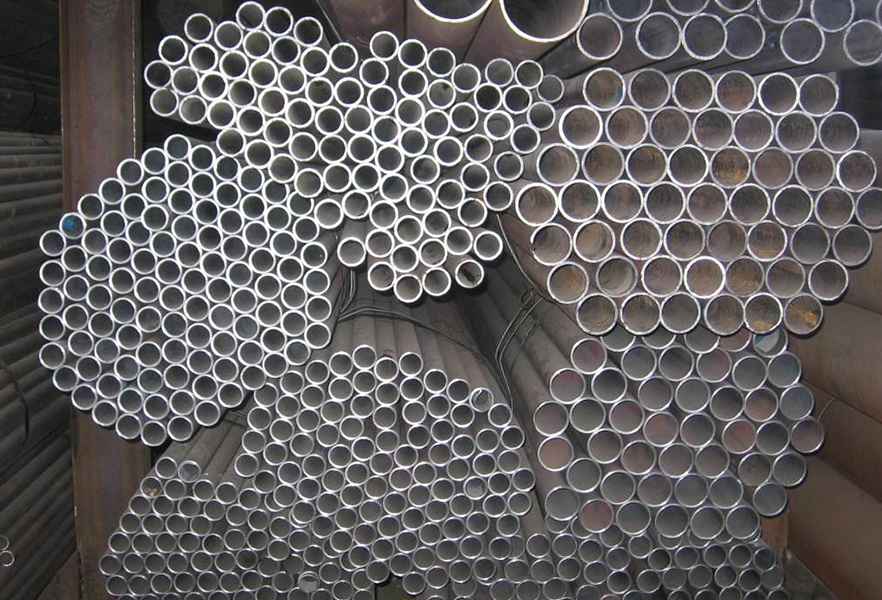 無(wú)縫鋼管
無(wú)縫鋼管 無(wú)縫鋼管
無(wú)縫鋼管 無(wú)縫鋼管
無(wú)縫鋼管 無(wú)縫方矩管
無(wú)縫方矩管 無(wú)縫方矩管
無(wú)縫方矩管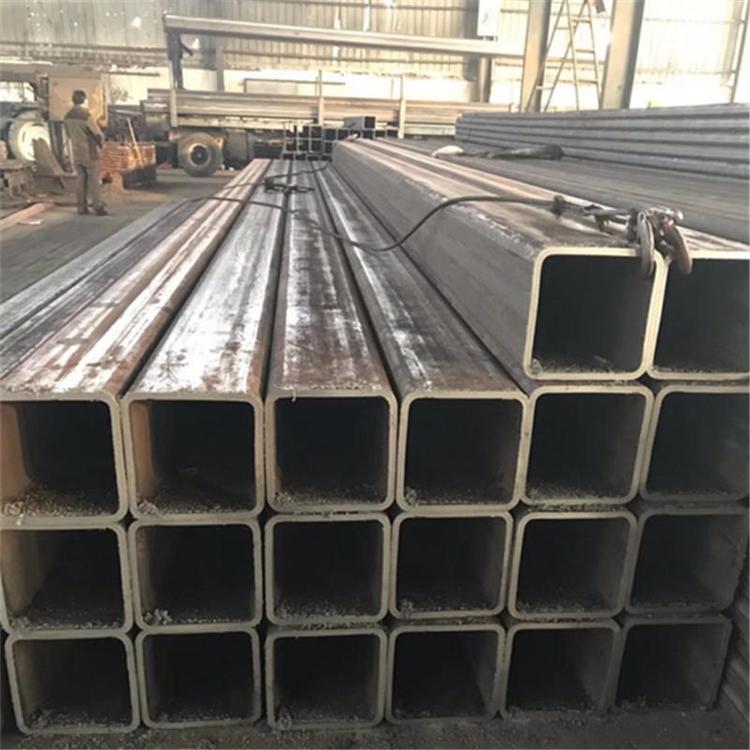 無(wú)縫方管
無(wú)縫方管